

Introduction
A titanium dioxide pigment can have perfect chemical purity and optimal crystal structure — but if it does not disperse properly in the target resin system, its performance will fall far short of expectation. Dispersion is the bridge between a pigment’s theoretical properties and its real-world performance.
Particle size is the single most influential factor governing how well TiO₂ disperses. It determines not only how easily the pigment breaks down from agglomerates to primary particles, but also how those individual particles interact with the surrounding binder to deliver tinting strength, opacity, and gloss.
This article explains the relationship between TiO₂ particle size and dispersion performance, giving coating and plastic formulation engineers the technical knowledge they need to interpret product specifications and optimize their formulations.
1. What Is Dispersion and Why Does It Matter?
Dispersion is the process of breaking down TiO₂ agglomerates into individual primary particles and distributing them uniformly throughout a liquid or solid medium. It occurs in three stages:
1. Wetting — The resin or solvent displaces air from the surface of the pigment agglomerates.
2. Separation — Mechanical energy (via milling, grinding, or high-speed mixing) breaks agglomerates into smaller particles.
3. Stabilization — Surface treatment or dispersant additives prevent re-agglomeration by creating steric or electrostatic repulsion between particles.
When dispersion is poor, TiO₂ particles remain as clusters rather than individual scatterers. This has three immediate consequences:
- • Reduced hiding power: clustered particles scatter light less efficiently than well-dispersed primary particles.
- • Lower tinting strength: fewer individual particles are available to contribute to color development.
- • Surface defects: undispersed agglomerates create visible grit, pinholes, or gloss reduction in the final film.
[Image: Diagram showing three stages of TiO₂ dispersion: wetting, separation, and stabilization, with illustration of pigment agglomerates breaking down into primary particles]
2. How Particle Size Controls Dispersion Behavior
The Impact of Mean Particle Size
TiO₂ manufacturers control particle size during the calcination and milling stages of production. The mean particle size of commercial TiO₂ grades typically falls between 200 nm and 350 nm. Within this range, smaller particles offer some dispersion advantages but also present challenges:
|
Particle Size Range |
Dispersion Behavior |
Formulation Impact |
| < 200 nm | Disperses quickly but tends to re-agglomerate due to high surface energy | Requires strong stabilization; risk of reduced hiding power from Rayleigh scattering |
| 200–280 nm | Optimal balance: moderate surface energy, efficient milling response | Best hiding power & tinting strength in most resin systems |
| 280–350 nm | Slower wetting; requires higher energy input for full dispersion | Good hiding but lower tinting strength; may reduce gloss |
| > 350 nm | Difficult to disperse; large agglomerates persist through milling | Poor opacity, rough surface, filtration problems in production |
The Role of Particle Size Distribution
Mean particle size is important, but particle size distribution (PSD) is equally critical for dispersion. A broad PSD means the formulation must accommodate particles of widely different sizes, each with different dispersion characteristics.
Oversize particles (> 500 nm) in a broad PSD are the most problematic. They require significantly more milling energy to break down and can pass through the dispersion process largely intact, ending up as visible grit in the final product. This is why premium TiO₂ grades invest heavily in narrow PSD control during manufacturing.
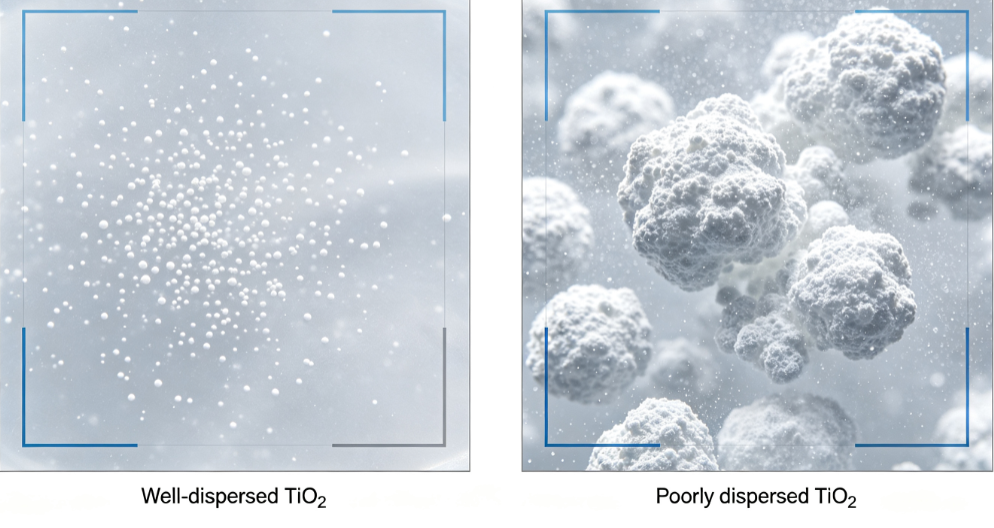
[Image: Microscope comparison showing well-dispersed TiO₂ particles vs. poorly dispersed agglomerates in a paint film cross-section]
3. The Link Between Dispersion and Tinting Strength
What Is Tinting Strength?
Tinting strength (also called reducing power or tinting power) measures how effectively a white pigment increases the opacity of a colored system or lightens a colored pigment blend. It is quantified by the amount of white pigment required to achieve a target color change in a standard test formulation.
Why Dispersion Quality Drives Tinting Strength
Tinting strength follows a simple principle: only individual primary particles contribute their full light-scattering potential. Agglomerates act optically as single large particles with much lower scattering efficiency. As dispersion improves — converting agglomerates into primary particles — the effective number of scattering sites increases, and tinting strength rises.
The relationship is measurable. Studies have shown that poorly dispersed TiO₂ can deliver as little as 60–70% of its theoretical tinting strength. Full dispersion can recover nearly 100% efficiency. This gap represents a significant economic loss for formulators who do not optimize their dispersion process.
Tinting Strength and the Undertone Connection
Particle size also affects a TiO₂ grade’s undertone — the subtle blue or yellow cast visible when the pigment is let down with a dark tint. Smaller particles (200–240 nm) scatter shorter blue wavelengths more efficiently, producing a blue undertone that is preferred in premium white coatings. Larger particles (280–320 nm) scatter longer wavelengths preferentially, producing a yellow undertone. For masterbatch applications, the undertone can significantly affect the final color match.
[Image: Graph showing tinting strength vs. dispersion time for TiO₂ in a typical solvent-based coating formulation, with plateau indicating full dispersion]
4. Key Factors That Influence TiO₂ Dispersion
Surface Treatment Chemistry
The surface treatment applied during TiO₂ manufacturing is arguably the most important dispersion variable after particle size itself. These treatments are applied as inorganic oxide coatings and/or organic surface modifiers:
|
Treatment Type |
Function |
Best For |
| Alumina (Al₂O₃) | Improves wetting and reduces inter-particle attraction in polar systems | Water-based paints, general-purpose coatings |
| Silica (SiO₂) | Creates a physical barrier; may slow dispersion slightly but enhances durability | Exterior coatings, weather-resistant plastics |
| Organic treatment (siloxanes, polyols) | Reduces surface energy for faster wetting in non-polar systems | Solvent-based paints, masterbatch, plastic compounds |
| Zirconia (ZrO₂) | High durability with minimal dispersion penalty | Automotive coatings, coil coatings, premium grades |
Resin Compatibility
The polarity and surface tension of the binder system determine how readily TiO₂ particles are wetted. In water-based acrylic systems, hydrophilic surface treatments (alumina-rich) promote faster wetting. In non-polar polyolefin systems, hydrophobic organic treatments are essential. Formulators should match the surface chemistry of the TiO₂ grade to their resin type for best results.
Milling Equipment and Energy Input
Different dispersion equipment delivers different levels of shear energy. High-speed dissolvers (5–10 m/s tip speed) are sufficient for easily dispersible grades but may not fully break down harder agglomerates. Bead mills or three-roll mills provide higher energy input and are recommended for grades with compact silica coatings or for formulations requiring the highest gloss.
Dispersant Selection
Proper dispersant chemistry prevents re-agglomeration after milling. For TiO₂, anionic dispersants (polyacrylates, polyphosphates) work well in aqueous systems, while fatty acid derivatives and polymeric dispersants are preferred for solvent-based and plastic systems. The optimal dispersant dosage is typically 0.5–2% based on pigment weight.
[Image: Illustration of steric stabilization: dispersant molecules adsorbed on TiO₂ particle surfaces preventing close approach of neighboring particles]
5. Practical Guidelines for Formulation Engineers
Step 1: Select the Right Particle Size Range
For most paint and coating applications, select a TiO₂ grade with a mean particle size of 220–270 nm and a narrow PSD (span < 1.2). For masterbatch and plastic applications, slightly larger particles (250–300 nm) often provide better processability with adequate dispersion.
Step 2: Match Surface Treatment to Your Resin
Water-based systems benefit from alumina-rich, organically treated grades. Solvent-based systems perform well with organic-treated grades. For demanding exterior applications, accept the slight dispersion penalty of silica-coated grades in exchange for durability.
Step 3: Optimize Your Letdown Process
- • Add pigment slowly to the mill base while mixing — sudden addition creates lumps.
- • Control mill base viscosity — too low reduces shear; too high prevents proper wetting.
- • Monitor dispersion progress with a Hegman gauge — target 7+ (NBS units) for high-gloss coatings.
- • Avoid over-milling: once target fineness is reached, extended milling can damage surface treatments and reduce performance.
Step 4: Validate with Standard Tests
Before scaling up a new formulation, run these dispersion quality checks:
- • Hegman fineness of grind (ASTM D1210) — quick check for large agglomerates.
- • Scrub resistance test (ASTM D2486) — poorly dispersed pigment reduces film integrity.
- • Gloss measurement (ASTM D523) — a drop in 60° gloss > 10 units often signals dispersion problems.
- • Color strength evaluation (ASTM D3022) — quantifies tinting strength relative to a reference.
[Image: Hegman gauge reading example showing acceptable (> 7 NBS) and poor (< 5 NBS) dispersion fineness]
6. Common Dispersion Problems and Solutions
Problem: Persistent Grit in Finished Paint
If the finished coating has visible grit or pinholes, the TiO₂ agglomerates are not fully breaking down. Solutions include increasing milling time, switching to a higher-shear mill, or selecting a more easily dispersible grade.
Problem: Batch-to-Batch Color Variation
Variation in dispersion efficiency between batches causes inconsistent tinting strength. Standardize milling parameters (time, temperature, speed) and use a Hegman gauge check before each batch is approved.
Problem: Poor Gloss Despite Adequate Hiding
Even well-dispersed TiO₂ can hurt gloss if the particle size is too large. Check the CoA for D90 values exceeding 500 nm. If confirmed, switch to a finer-grade TiO₂ or increase the resin-to-pigment ratio.
[Image: Side-by-side comparison of coating panels with good vs. poor TiO₂ dispersion showing differences in gloss and surface smoothness]
Conclusion
TiO₂ particle size is not just a number on a specification sheet — it is a direct driver of dispersion performance, tinting strength, and final product quality. Understanding the interplay between mean particle size, PSD, and surface treatment chemistry allows formulation engineers to select the optimal grade and optimize their dispersion process for maximum efficiency.
The most cost-effective approach is to choose a TiO₂ grade designed for your specific resin system and application, then standardize your milling conditions to consistently achieve full dispersion. A small upfront investment in dispersion optimization pays dividends in reduced pigment consumption, fewer rejected batches, and superior end-product performance.
SUN BANG’s rutile TiO₂ range (BR/BCR series) offers grades with controlled particle size and tailored surface treatments for coatings, plastics, and masterbatch applications. Contact our technical team for grade recommendations based on your specific formulation requirements.
Post time: Jul-15-2026


